
自泳漆 |
 |
所属目录:其它新型化工材料 搜索关键字:自泳漆 信息简介:自泳漆
|
|
| 详细信息: |
“自泳漆”参数说明
“自泳漆”详细介绍
我司的自泳漆是高品质、低成本的革命性铁制品涂装工艺,完全可以达到各个汽车厂家的各项性能指标要求,耐盐雾600小时以上。
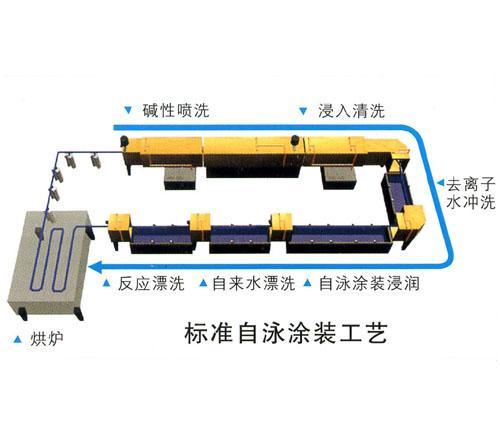
目前全球已有100余家成熟客户,自泳漆工艺已应用于上千种产品。特别适合于汽车底漆、汽车配件、金属家具、五金配件、机械设备、农业用具等铁制品的防腐及表面处理。每年全球涂装面积超过5000万平方米。 在汽车行业已通过以下标准: 戴姆克莱斯勒Daimler Chrysler:PS-6061;PF-9968;PF8871 通用GM:;4350-M 福特Ford:WSS-M2P187(A1+A2);ESB-M64J27;ESB-M2P133 本田Honda:HES-D2021-Class1,Grade1-5 三菱Mitsubishi:EX-XFPI2,FPO2-6 日产Nissan:NES-M5083-CED 全球领先的自泳漆工艺技术主要表现在,拥有自主专利的水性涂装工艺能有效涂覆零件而无须复杂和大型维护设备。节能、节材与电泳涂装相比,它不需直流电源,烘烤温度100℃左右,比电泳涂装节能50%以上,涂料利用率达98%以上;工艺简单,设备投资少,运行成本低与电泳涂装相比,它不需表面调整和磷化工序,不需过滤,设备投资比电泳节省30%~40%,占地面积节省20%~50%;涂膜均匀,耐蚀性优良电泳涂装对形状复杂的工件,尤其是深腔结构,由于受电场屏蔽,泳透率较低,而自泳涂装按其沉积原理,只要槽液达到的部位,均能获得厚度均匀的涂膜。自泳通过电化学而非电流驱动,能在其溶液接触到的任何铁质表面形成涂层。相反,它不能在橡胶或者塑料零件表面形成涂层,因此在对整个组装件进行涂装时,能仅对铁质零件形成涂层。 主要优点如下: ■降低对环境影响 —无重金属 —低能耗 —低水耗 ■所需安装空间更少 —占用更小地面 —无磷化前处理 ■简单,自动的槽液控制 —固含量/时间/温度 —涂装工艺仅控制配槽自泳漆,水和开缸剂 —少量或没有挥发性有机化合物 —完全不含重金属 ■简单安全的工艺设备 —无需电力驱动反应 —反应不需可燃性或爆炸性化学品 —更少固态排放物 —即时涂装效果,无需后固化储存,无需特殊支架设计 ■综合成本更低 —人力成本更低 —生产效率更高 —挂架简单 —工艺步骤更少 —控制/过滤设备更少 自泳漆反应原理: 化学反应过程,不是电沉积过程;铁离子和水性树脂在铁基体表面的反应; 勿需磷化或铬化; 反应过程: 2FeF3+Fe→3Fe2++6F-(majorcoutributor)2HF+Fe→Fe2++H2+F- Fe2++(latex/pigment)-→Fe(latex/pigment)2Fe3++6F-→2FeF3 Fe2++H2O2+2HF→2Fe3++2H2O+2F- 自泳漆866基本性能指标: 膜厚:15~25μm ? 水浸实验(240小时):无脱落 划格实验:无脱落 ? 耐湿热实验(1000小时):无脱落 冲击实验:16Nm ? 盐雾实验:1000小时 T弯实验:0T ? 盐雾实验:600小时(划叉) 抗石击实验:7级(GM9508P) ? 漆膜硬度:6H 耐温性能:<130℃ ? 表面光泽:亚光 |
||||||||||
| 信息编辑:赣州蓝曦金属表面处理科技有限公司 字号:大 中 小 |
| 上一条:暂时没有! | 下一条:暂时没有! |