
工程机械涂装自泳漆 |
 |
所属目录:挖掘机械 搜索关键字:工程机械涂装自泳漆 信息简介:工程机械涂装自泳漆
|
|
| 详细信息: |
“工程机械涂装自泳漆”参数说明
“工程机械涂装自泳漆”详细介绍
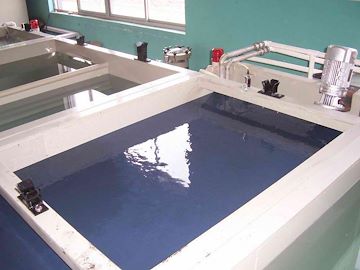
自泳涂料及涂装工艺
自泳漆又称自动沉积涂料,70年代由美国Achem公司发明并于70年中期应用于工业涂装,由于同属于水性涂料,故具涂装方法与电泳涂漆相似,但不同电,而是利用化学能将成膜物覆盖在铁制品表面形成涂层。钢铁表面只需除锈后即可涂装,不必进行磷化处理。80年代,美国、加拿大、法国、日本等国已用于汽车零部件涂装,而80年代中期,我国已将自泳涂料用于汽车车身及货箱涂装,应该说我国起步不晚,与国际先进水平差距不大。 基本原理 自泳涂料一般是由有机高分子的水性分散液和水性炭黑浆配制而成,在沉积时,在槽液中加入自动沉积的化学反应材料,如FeF3、HF、H2O2等。涂装时,将涂装工件浸渍于漆槽中,HF、FeF3腐蚀工件表面,其中部份溶解的Fe和树脂反应,树脂和颜料析出沉积于金属工件表面形成湿膜,其余未和树脂反应的被槽液中的氧化剂氧化形成FeF3稳定槽液中。 化学反应式如下: 溶解反应:Fe(工件)+2HF→Fe2++H2+2F-Fe(工件)+2FeF3→3Fe2++6F- 成膜后的氧化反应 Fe2++树脂→Fe-树脂 2Fe2++H2O2+2HF→2Fe3+2H2O+2F-2Fe3+6F-→2FeF3 涂装主要工艺流程 工件脱脂→水洗→纯净水冲洗→自泳涂装→水洗→后处理→烘烤 如工件需除锈时,需要脱脂和自来水冲洗后,进行酸洗除锈处理,然后用自来水洗净后加中和工艺,最后冲洗净后自泳涂装。 自泳时间、槽涂参数、烤漆温度等,主要工艺参数,根据不同的成膜物组成进行不同的控制,一般而言,沉积时间一般在1-6min,槽液浓度5-15%,固化温度一般在110℃-120℃之间。 自泳涂料主要特点 (1)以水为分散剂,一般不含有机溶剂,属安全环保型涂料,无VOC. (2)涂装工艺稳定,便于管理。 (3)浸渍法涂装,涂层均匀,无涂装死角。 (4)工艺节能,成本低。 |
||||||||||||||||||
| 信息编辑:赣州蓝曦金属表面处理科技有限公司 字号:大 中 小 |
| 上一条:暂时没有! | 下一条:暂时没有! |